

Сопровождаем проект от подбора до эксплуатации
✓Быстро решаем технические задачи и вопросы поставки
✓Обеспечиваем надежную поддержку после поставки
✓Подбираем оптимальные решения под задачи предприятия
«Мы не просто продаем. Если видим риски — обязательно предупреждаем.»
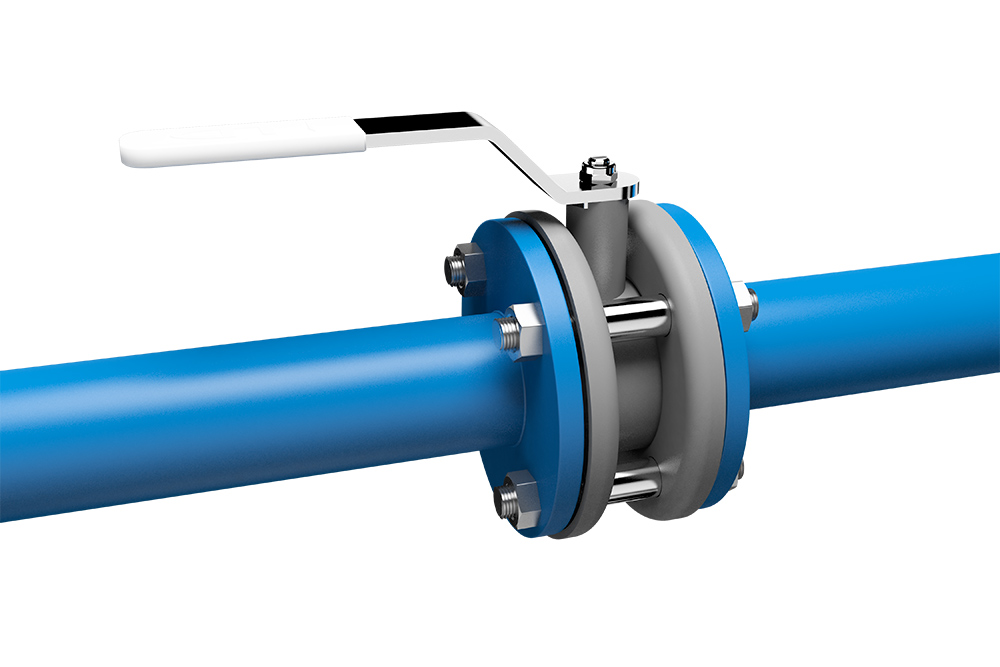
Кран шаровый LD Стриж 032.016.П/П.02.Zn под электропривод — это надежное и долговечное оборудование, предназначенное для управления потоком жидкости в различных системах. Кран имеет номинальный диаметр 32 мм и выдерживает давление до 1,6 МПа. Корпус крана выполнен из стали 20 с оцинкованным покрытием, что обеспечивает высокую коррозионную стойкость и долговечность. Шаровая пробка изготовлена из стали AISI 409, что гарантирует высокую прочность и устойчивость к воздействию агрессивных сред.
Кран шаровый LD Стриж 032.016.П/П.02.Zn под электропривод широко используется в системах водоснабжения, отопления и промышленных процессах. Благодаря межфланцевому присоединению, кран легко монтируется и демонтируется, что упрощает обслуживание и ремонт. Ресурс крана составляет 4000 циклов, что обеспечивает длительный срок службы без необходимости частой замены. Рабочая среда крана — жидкость, что делает его универсальным решением для различных задач.
При выборе крана шарового LD Стриж 032.016.П/П.02.Zn под электропривод, следует учитывать несколько ключевых параметров. Во-первых, номинальный диаметр 32 мм и давление 1,6 МПа должны соответствовать требованиям вашей системы. Во-вторых, материал корпуса из стали 20 с оцинкованным покрытием обеспечивает высокую коррозионную стойкость, что важно для долговечности крана. В-третьих, класс герметичности А гарантирует надежное уплотнение и отсутствие утечек. Наконец, срок службы крана 10 лет и температурный диапазон рабочей среды от -40 до 150°C делают его универсальным решением для различных условий эксплуатации.
Кран шаровый LD Стриж 032.016.П/П.02.Zn под электропривод — это профессиональное решение для управления потоком жидкости в различных системах. Благодаря высокой прочности, коррозионной стойкости и длительному сроку службы, этот кран является надежным и эффективным оборудованием. Профессиональное мнение и экспертное мнение подтверждают, что кран LD Стриж полностью соответствует требованиям современных промышленных и бытовых систем. Производитель гарантирует высокое качество и надежность продукции, что делает кран LD Стриж оптимальным выбором для любых задач.
| Характеристика | Значение |
|---|---|
| Бренд | LD |
| Тип продукта | Кран межфланцевый |
| Номинальный диаметр, DN | 32.0 |
| Номинальное давление, МПа | 1,6 |
| Класс герметичности | А |
| Присоединение | Межфланцевое |
| Рабочая среда | Жидкость |
| Ресурс | 4000 циклов |
| Серия | LD Стриж |
| Срок службы | 10 лет |
| Страна изготовления | Россия |
| Температура рабочей среды, °С | -40…150 |
| Управление | Под электропривод |
| Материал корпуса | Сталь 20 оцинкованая |
| Материал седла | Фторопласт Ф-4К20 |
| Материал уплотнения горловины | EPDM, фторсилоксановый эластомер |
| Материал шаровой пробки | Сталь AISI 409 |
| Материал шпинделя | Сталь 20X13 |
| Единица измерения | шт |
| Вес, кг | 2.4 |
| Объем, м3 | 0.008475 |
| Температура окружающей среды, °С | -40…80 |
| Тип прохода | Полный проход |
| Пропускная способнось Kv, м3/ч | 89 |
| Материал гайки самостопорящейся | Сталь 20 с нейлоновым уплотнением |
| Материал горловины | Сталь 20 оцинкованая |
| Материал подшипника скольжения | Фторопласт Ф-4 |
| Материал пружинного блока | Сталь 12Х18Н10Т |
| Материал рукоятки | Сталь 3 |
| Материал фланца | Сталь 20 оцинкованая |
| Материал втулки | Сталь 20 |
| Материал прокладки | Фторопласт Ф-4 |
В инженерных системах горячего и холодного водоснабжения качество исходной воды - одна из главных причин, влияющих на высокую скорость коррозии оцинкованных труб и трубопроводной арматуры, но не единственная. На коррозию также влияют факторы воздействия повышенной температуры (более +60°С), монтаж одной системы из различных труб, сварка оцинкованных труб с нарушениями стандартов, наличие микробиологической коррозии и низкие скорости движения воды.
Эти условия лежат в основе выбора оборудования для систем горячего водоснабжения (ГВС) и холодного водоснабжения (ХВС) и накладывают много ограничений с точки зрения технической применимости и долговечности эксплуатации. Многообразие выбора трубопроводной арматуры в данном случае сводится либо к проверенным, но устаревшим решениям, таким как чугунные задвижки, либо к более надежным, но дорогим нержавеющим исполнениям трубопроводной арматуры.
Нетривиальная задача была поставлена перед инженерами и технологами ООО «ЧелябинскСпецГражданСтрой» – найти золотую середину и создать шаровой кран, отвечающий максимальным требованиям по надежности, коррозионной стойкости и, в то же время, оптимальный по стоимости. Подобные запросы часто поступали на предприятие от потребителей.
Оригинальное решение было найдено! Так в 2014 году в новом компактном межфланцевом оцинкованном шаровом кране

«Стриж» были воплощены уникальные конструктивные особенности, подтвержденные российскими и европейским патентом. Кран состоит из оцинкованного корпуса и фланцев. Шаровая пробка, шпиндель и тарельчатые пружины изготавливаются из нержавеющей стали. Ключевым моментом стал выбор технологии оцинкования и привнесение в нее собственных инновационных решений.
На этапе научно-исследовательских и опытно-конструкторских работ были рассмотрены различные варианты покрытий и исполнений. Оптимальным сочетанием оказалось применение недорогой углеродистой стали в сочетании с собственной технологией термодиффузионного покрытия цинком. Взяв за основу максимальные требования ГОСТ Р 9.316-2006 (Покрытия термодиффузионные цинковые), специалистам ООО «ЧелябинскСпецГражданСтрой» удалось создать собственное запатентованное покрытие, получившее название «Алюцилд».
Особый акцент был сделан на экологической безопасности производства и эксплуатации шарового крана «Стриж». В том числе, благодаря этому, он стал популярен для применения в системах учета ГВС и ХВС, а также на различных узлах, требующих компактности и коррозионной стойкости арматуры.
«Алюцилд» – термодиффузионное цинковое покрытие с фосфатированием, являющееся анодным по отношению к углеродистым сталям, обеспечивающее электрохимическую защиту от коррозии. Нанесение покрытия проходит в несколько этапов:
Преимущества метода:
К недостаткам метода можно отнести средний уровень производительности и ограничения по габаритам изделий в соответствии с объемами реторт, а также отсутствие декоративных качеств покрытия. Однако вопрос производительности может быть решен установкой дополнительных единиц оборудования, а эстетика изделий не является критичным параметром для промышленных изделий, либо может быть достигнута путем нанесения лакокрасочного покрытия.
Таким образом, инновационное цинковое покрытие «Алюцилд» стало основой надежной трубопроводной арматуры LD для сетей горячего и холодного водоснабжения.

Автор:
Левин Д.О., исполнительный директор ООО «ЧелябинскСпецГражданСтрой»
Источник:
Арматуростроение / №2 / 113 / 2018
Оплата товара
- Для юр лиц: банковским переводом по счету.
- Для Физ лиц: наличными либо безналичным расчетом - картой.
Условия доставки трубопроводной арматуры
- Самовывоз со склада компании по адресу г. Екатеринбург, ул. Сибирский тракт, 16.км, стр.2
- Транспортной компанией КИТ, Деловые линии, Байкал Сервис - оплачивается заказчиком.
- Автопарком компании - по городу Екатеринбургу и области. Стоимость перевозки можно уточнить по контактному телефону +7 (343) 286-19-24.














